28年资深国标铜材生产制造商
通过ISO9001 ISO14001 OHSAS18000 国际质量体系认证

服务热线电话:
0750-8663288
铜加工中的注意事项发表时间:2020-12-21 08:50
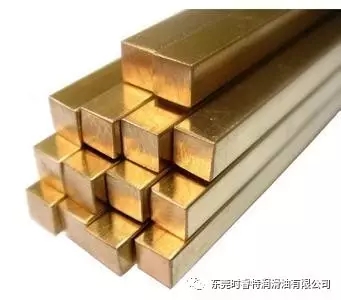
(图片来源于网络,侵删) 铜色(紫铜) 1.红铜使我们加工铜件最常见,但红铜更软,粘度更大,加工时切屑与前刀表面粘合不应脱落,因此红铜被认为是较难加工的材料。 2.一般选用前角大,螺旋角大的高速钢刀具进行切削,且刀具齿数不宜过多,容屑槽应尽量圆,宽,前后边要用油石打磨光滑。及时修磨刀片,使其在使用中保持锋利。 3.红铜加工多以润滑度较高的油性切削油为主(如时睿特的CUT-T5001),不粘刀,加工的制品表面不氧化,切削时尽量选择大的进给量,切削速度不宜过高,具体数据可根据现场工艺条件进行测试。 4.在精铣过程中要特别注意刀具的锋利,主刀刀口钝化后,会使工件加工表面受很大压力,产生较大的热能,容易在前刀面形成积屑瘤,引起粗糙度上升。还会破坏尺寸稳定性。
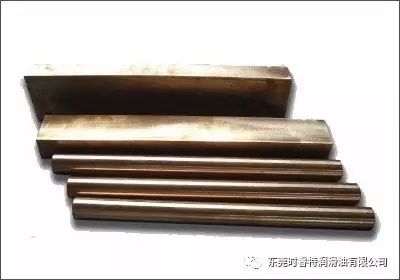
(图片来源于网络,侵删) 铜质相对红铜硬度增加,且比较脆,加工时可能会出现打滑的情况,刀具可选择高速钢或合金刀具,切削液建议选用挤压抗磨半合成切削液(例如时睿特CUT-3005专用于切削较硬铜料及其合金,特有的挤压抗磨剂和铜缓蚀剂,保护刀具延长刀具寿命,保护工件表面光洁不氧化,比油性切削油干净,易于清洗,受到广大用户的一致好评),还可选择时睿特纯油性的铜切削油CUT-T5001。
(图片来源于网络,侵删) 青铜,特别是铍青铜的硬度更高,普通的铝用高速钢已无法满足加工需要,建议选用较好的合金钢或钨钢铣刀进行加工,切削液选用时睿特的铜专用水性切削液CUT-W3005。 |